

By Function
Standard Air Receiver (standard air tank installed after air compressor): stores pressure only without pressure boosting; inlet pressure equals outlet pressure
1. Stores normal-pressure compressed air generated by air compressors (common working pressure: 0.7~1.0MPa);
2. Absorbs air pressure pulsation from compressors, stabilizes pipeline pressure and drains condensed water at tank bottom;
3. Supplies instant supplementary air during peak consumption to avoid frequent compressor on-off cycles; it cannot raise source air pressure.

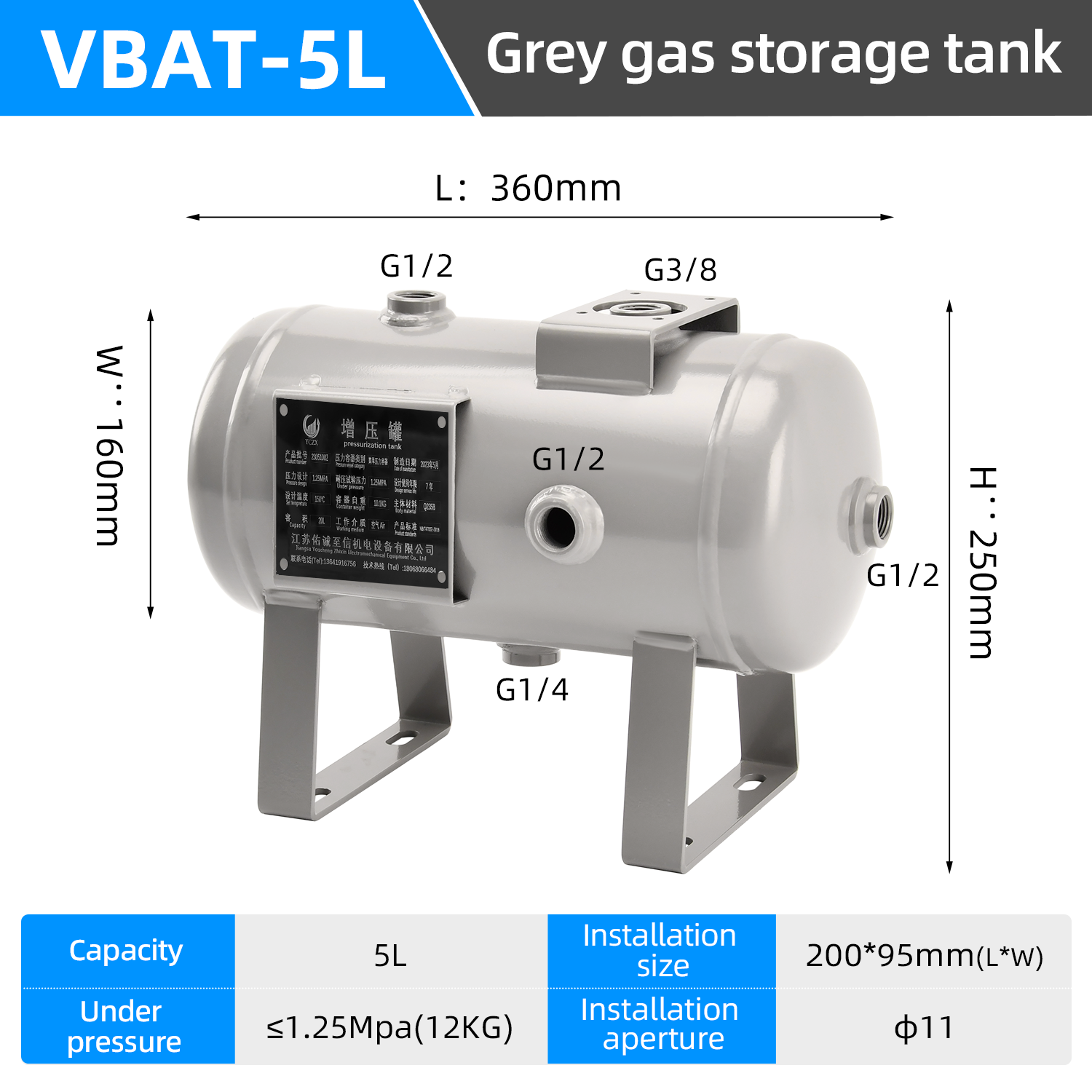
Booster Tank (work together with air booster/booster pump): stores high-pressure air to realize low-pressure intake and high-pressure discharge
1. Regular compressed air (0.6~0.8MPa) fed from upstream is pressurized to 2~5 times the original pressure (2~4MPa) via booster valve/booster pump and stored inside the tank;
2. Specially reserves high-pressure air to satisfy instantaneous high-flow high-pressure demand of high-pressure cylinders, pneumatic fixtures and air-leak testing equipment;
3. Eliminates pressure fluctuation caused by intermittent air supply of booster pumps and ensures stable high-pressure output.
By Installation Position
1. Standard air receiver: Air compressor → Refrigerated air dryer → Filter → Standard air receiver → Plant-wide pipeline network (uniform pressure for the whole system)
2. Booster tank: Main line common compressed air source → Booster pump → Booster tank → High-pressure equipment (independent pressure system for partial high-pressure branch circuit)
By Application
Standard Air Receiver: For general plant-wide pneumatic equipment, sandblasting, standard air cylinders and conventional production line air consumption with a unified supply pressure of approximately 0.7 MPa.
Booster Tank: Applied to high-pressure riveting, air tightness leakage testing, high-pressure hydraulic testing, nitrogen boosting for injection molding, high-pressure clamping of cutting tools and working stations requiring high-pressure air when the main pipeline pressure is insufficient.
Selection Principles
Standard air receiver: The tank volume is approximately 1/5 ~ 1/10 of the compressor’s free air delivery per minute, with rated pressure identical to that of the air compressor.
Booster tank: Volume is sized based on instantaneous high-pressure air consumption; the tank’s design pressure shall exceed 1.25 times the maximum operating pressure after pressurization.

